Checking Piston Compression Ring Gaps in Classic Mini, Sprite and Midget
There are lots of differing opinions when it comes to engine assembly and ring end gap. Checking and/or adjusting the end gaps of the pistons rings when new rings are installed is a sane first step.
Below are 3 Essential Steps to Checking the Piston Compression Ring Gaps.

Correct end gaps assures a good combustion seal which is critical to minimize blow-by. The correct clearance between the ends of the rings also assure they do not butt up against each other and cause the rings to scuff the cylinder walls.

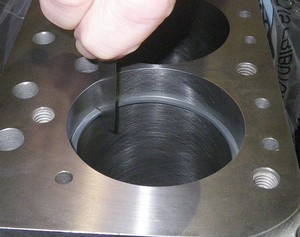
STEP 1: The first step is to place the ring to be checked into the bore in such a way as to keep it 'square'. this is best done by simply inverting the piston to push the ring into the bore being careful not to scuff the bore if the rings are overlapping.
Squaring the rings in the bore will allow for an precise measurement of the end gaps.
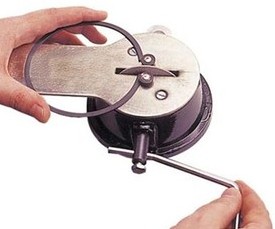
Insert a feeler gauge between the ends of the ring. If the gap is too narrow (less than the minimum recommended clearance), the ends of the rings can be filed to increase the gap.
File carefully so that both ends of the ring remain parallel to each other. In other words, don't file at an angle. The ends of the ring must be square.
Squaring the rings in the bore will allow for an precise measurement of the end gaps.
Insert a feeler gauge between the ends of the ring. If the gap is too narrow (less than the minimum recommended clearance), the ends of the rings can be filed to increase the gap.
File carefully so that both ends of the ring remain parallel to each other. In other words, don't file at an angle. The ends of the ring must be square.

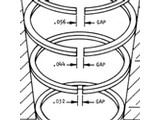
STEP 2: When measuring piston ring end gap, check the gap with the rings at the top and the bottom of the bore. If the bore has taper wear (bores typically wear most at the top), the end gap will be larger at the top and smaller at the bottom of the bore.
Use the bottom position to set the end gap. If you use the top of a worn bore to set the end gap, the end gap will be too small when the piston reaches the bottom of the bore.
The ends of the ring may hit each other causing the ring to bind and scuff.
NOTE: Cylinders that have more than .003 to .005 inches of taper wear should probably be bored or honed to oversize to restore proper piston and ring clearances. Refer to the engine manufacturer's specifications for the maximum allowable taper wear.
Use the bottom position to set the end gap. If you use the top of a worn bore to set the end gap, the end gap will be too small when the piston reaches the bottom of the bore.
The ends of the ring may hit each other causing the ring to bind and scuff.
NOTE: Cylinders that have more than .003 to .005 inches of taper wear should probably be bored or honed to oversize to restore proper piston and ring clearances. Refer to the engine manufacturer's specifications for the maximum allowable taper wear.
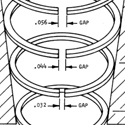
STEP 3: When measuring piston ring end gap, check the gap with the rings at the top and the bottom of the bore. If the bore has taper wear (bores typically wear most at the top), the end gap will be larger at the top and smaller at the bottom of the bore.
Use the bottom position to set the end gap. If you use the top of a worn bore to set the end gap, the end gap will be too small when the piston reaches the bottom of the bore. The ends of the ring may hit each other causing the ring to bind and scuff. Cylinders that have more than .003 to .005 inches of taper wear should probably be bored or honed to oversize to restore proper piston and ring clearances. Refer to the engine manufacturer's specifications for the maximum allowable taper wear.
Use the bottom position to set the end gap. If you use the top of a worn bore to set the end gap, the end gap will be too small when the piston reaches the bottom of the bore. The ends of the ring may hit each other causing the ring to bind and scuff. Cylinders that have more than .003 to .005 inches of taper wear should probably be bored or honed to oversize to restore proper piston and ring clearances. Refer to the engine manufacturer's specifications for the maximum allowable taper wear.
SAE recommended Automotive compression ring end gaps
The following chart shows the SAE recommended Automotive compression ring end gaps. These recommendations are followed for the majority of the ring line unless a certain application requires deviation from the chart.
These deviations are noted in the ring section. It is unnecessary to adjust end gaps in most cases.
Our ring end gaps are measured in precise gauges that are accurate to .0001" for the diameter for which the rings are intended. Remember -when fitting rings to cylinder bores, every .001" change in bore diameter changes the end gap by approximately .003."
Example: A bore .002" greater than the base diameter increases the ring gap by .002" x .003" = .006". Cylinder
These deviations are noted in the ring section. It is unnecessary to adjust end gaps in most cases.
Our ring end gaps are measured in precise gauges that are accurate to .0001" for the diameter for which the rings are intended. Remember -when fitting rings to cylinder bores, every .001" change in bore diameter changes the end gap by approximately .003."
Example: A bore .002" greater than the base diameter increases the ring gap by .002" x .003" = .006". Cylinder
Diameter Ring Gap Recommendations
2.000 - 2.999" .008 - .016"
3.000 - 3.999" .010 - .022"
4.000 - 4.999" .012 - .025"
5.000 - 6.999" .016 - .035"