

Classic Mini Clutch FAQ (Non-Verto) by Marcel Chichak
One of the more common questions asked by Mini owners is "why doesn't my clutch disengage properly?" or "why is it hard to engage gears?" The usual symptom is that the clutch engages right at the floor and you find yourself embedding the pedal in the carpet to avoid grinding gears. Given that the clutch worked properly when the car left the factory the obvious answer is 'wear.' Obvious, but certainly not simple. There are really two parts to the whole problem-clutch thing: one is wear in the actuating mechanism and the other is the setup of the 4-part clutch/flywheel system.
Mini clutches are something of an anomaly in the automotive business, in that power goes into the flywheel then reverses back on itself to be delivered in the same direction it came in from. This means a completely different clutch setup from 'normal' cars and a unique set of problems. Fact is, Mini clutches need to be set up correctly. Don't feel bad if you've never heard of this before. I certainly hadn't before I read Des Hammill's books How to Power Tune The BMC/BL/Rover 998 and 1275 A-series engine published by Veloce Publishing PLC. In there he describes how a clutch should be set up, but I found his explanation a little brief and lacking supporting data. This article will attempt to explain how this is done and why it's important.
Problem #1: Clutch Actuating Mechanism Wear
Although Mini clutches are hydraulically operated, the majority of the mechanism is mechanical, and all of the pivot points wear. The two problem areas are at the clutch pedal clevis where it links to the master cylinder pushrod, and the clutch actuating arm itself.
Detecting wear in the master cylinder clevis is relatively easy. Easy, that is, if you don't mind standing on your head in the foot well! It is possible to look up into the pedal box and watch the clevis as you move the pedal through its free play. Check to see that the pedal, master cylinder clevis, and clevis pin move simultaneously as a unit. If there is considerable wear, the hole in the clevis will be oval and there will be deep grooves in the clevis pin. This alone will account for up to 1" of ineffective pedal travel.
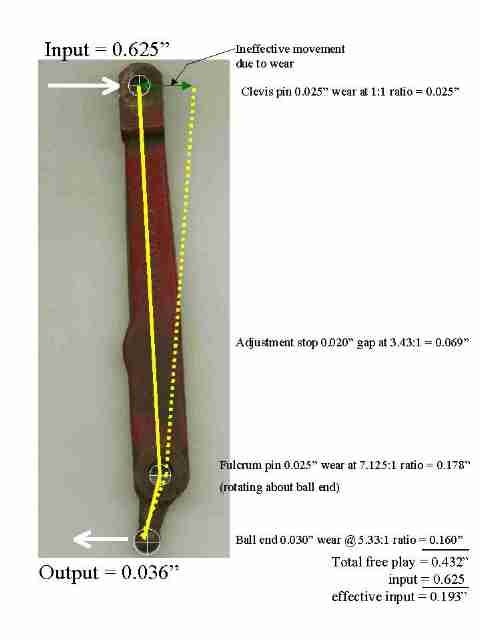
Clutch pedals have a total movement of 4", which translates to a total slave cylinder thrust of 5/8". At a ratio of 5.33:1, this amounts to 0.117" of movement at the business end of the actuating arm, 0.069" of which is taken up by the adjustable stop, leaving only about 0.050" of useful thrust bearing movement. As will be shown later, anything less than 0.045" of clutch displacement will result in friction plate drag and difficulty in engaging gears. Thus, there is little room for wear in the system.
In the engine compartment not only are the component loads higher, there's also road grit and dirty spray flying around to help wear out contact surfaces even faster. Figure 1 shows a well used clutch actuating arm and typical wear measurements. These wear figures may not seem like much, but remember that this is a lever and the thrust applied at the top is multiplied at the business end, and motion is divided. Figure 2 shows the lengths used to calculate the leverage. If the accumulated wear So what is the importance of all of this anyway? If it made no difference either way, these answers would never have been pursued, but the tests were run to try to explain the failure of main bearing thrust washers on an engine equipped with a blue clutch spring. Normally, the blue spring doesn't cause problems, but in this case the crankshaft was destroyed in about 200 miles. Why? The answer lies in the data reported here and in the basis for Hammill's recommendations. is multiplied by the lever lengths, as shown in Figure 3, you can see that virtually all of the pedal travel is wasted in taking up free play in the system. Looking at the figures, the most critical point is the fulcrum pin located just above the centre of the bell housing.
This is a very common problem and the typical 'fix' for a worn mechanism is either to lengthen the slave cylinder pushrod and move the adjustment stop out to take up the slack, or heat the arm and bend it. While this does get the clutch working again, the correct approach is to replace all the worn clevis pins, build up the ball end with weld and replace or repair the master cylinder clevis.
Problem #2: Clutch Spring Setup
Hammill's book describes a properly set up clutch as having the diaphragm 'dead flat'. Figure 4 shows what he's talking about. The view is in a plane along the back of the flywheel, looking between it and the clutch spring. Note, if you can see it, that the diaphragm spring is parallel to the flywheel. As described below, this configuration gives the highest clamping pressure and requires the lowest thrust to disengage. What Hammill's book does not describe is how to get the spring flat and evidence to support the benefits. Let's follow through on these things one by one.
Getting the Spring Flat
Why? Good question. Just because Hammill's book says you should is not good enough for me. I'm one of those people who has to know why something is done before I will actually do it. I suppose that's why I'm not in the Army. So, armed with a workshop full of tools and the skills I acquired doing research at the University, I set about to answer the question: what exactly is the difference between a diaphragm spring which is flat and one which is not?
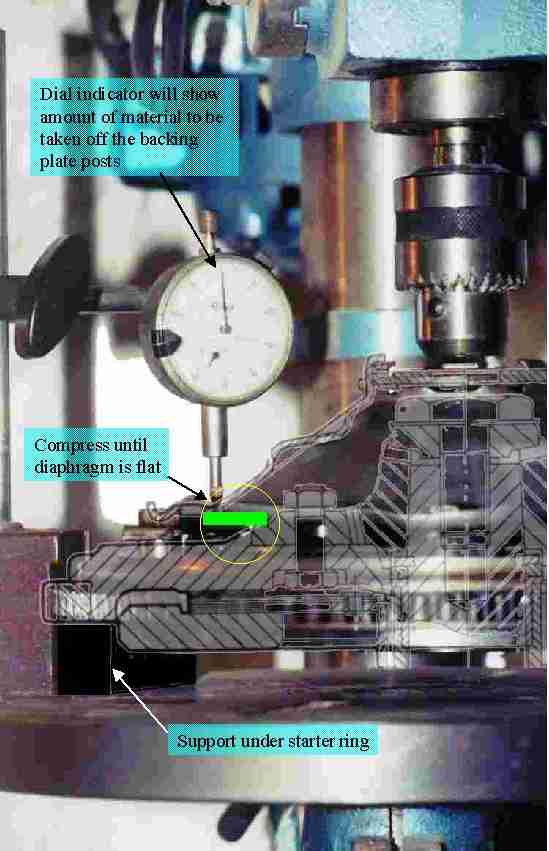
First we need to determine whether the spring is indeed flat, and if not, how to make it so. Figure 5 shows the simple test rig to figure this out. My test setup used a drill press to force the spring down, but a hydraulic press, arbor press or milling machine would do the same job. Essentially the same effect could be derived by inserting a long bolt through the thrust-bearing plate and pulling the spring down by screwing it in. Note that you'll have to make the bolt on a lathe since the thread on both ends of the crank is a bastard 5/8" x 16 TPI UNS thread.
Since the diaphragm is very difficult to photograph, a ghost cross section is superimposed for clarity. With the flywheel suspended at the rim, the backing plate can float freely as the spring is compressed. The dial gauge is placed on one of the backing plate bolts and zeroed. The spring can then be compressed until the diaphragm is parallel to the flywheel and the dial gauge read. For the tests reported here, 0.060" of compression was required to flatten the spring. This amount must then be machined off the backing plate posts. Having to take material off the posts usually arises when either of the friction faces have been. To complete the setup, new spacers should be fabricated so that the drive straps are also parallel to the flywheel, especially if there has been material taken off the back of the flywheel for lightening.
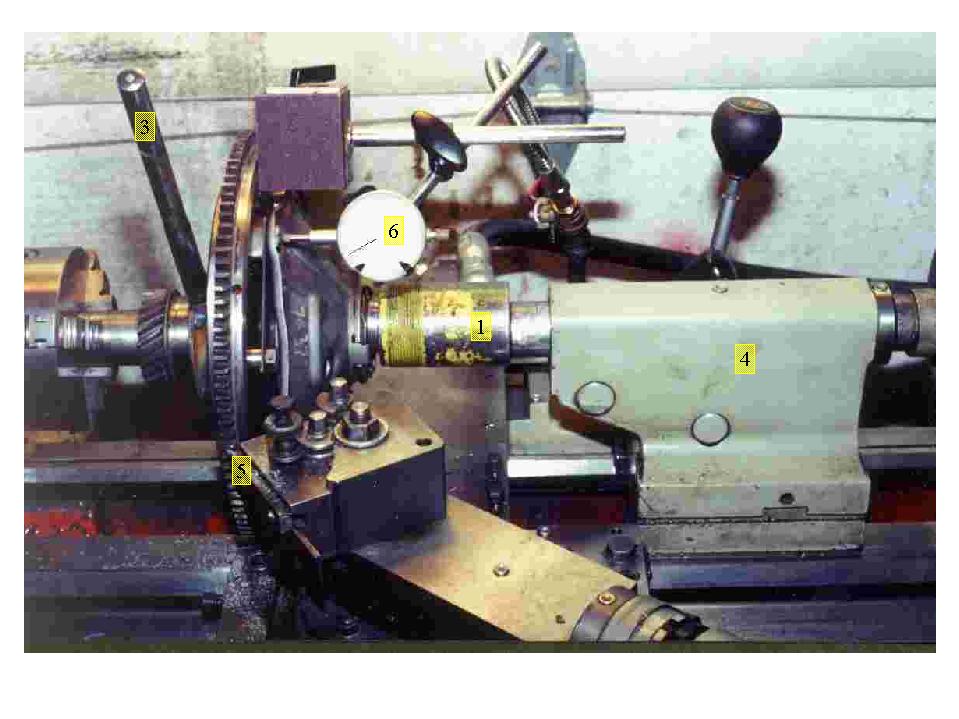
To quantify the difference between properly and improperly setup springs, I cobbled together the test apparatus shown in Figure 6. The load cell (1) is a 5 ton hydraulic ram attached to a hand pump with a 500 PSI pressure gauge (2). With a known piston diameter, there is a direct correlation between system pressure and applied thrust. No claims are made as to the accuracy of this system, but the results are comparable. Besides, I wasn't about to ask the likely candidates if their bathroom scales went to 600 lb! The clutch assembly is held on a crankshaft tail stub in the jaws of a lathe with the friction disk and primary gear attached to an 18" lever arm (3). A simple fish scale was used to determine torque at the end of the lever arm. Thrust reaction is supplied by the tailstock (4) that is locked in place. A parting tool (5) jammed into the ring gear provides the torque reaction by stopping the flywheel from turning, and a dial gauge (6) shows actual clutch displacement. A closeup view is provided in Figure 7. Cranking the tailstock handwheel in 0.005" increments provided all the data required to answer the questions.
Four setups were tested: 'orange' and 'blue' diaphragm springs with the springs 'flat' and 0.060" above flat. A standard 'green' spring was not tested firstly because no new ones were available at the time, and the used ones were so weak there was little point in pursuing the data. I've gathered the following from the literature available in my personal library:
1. There are 4 springs available, identified only when new by the following paint spots (correct me if you know different):
green - stock small bore engines (No longer available)
blue - stock big bore engines
orange - race and rally applications of big bore engines
grey - for whazoo high horsepower engines
The subject of Mini clutch springs is very poorly covered.
Testing for Disengaging Thrust
Figure 8 shows the data coming out of the tests described above. It can be seen that the difference between a properly setup spring and one which is not is the load needed to kick the spring over centre. The figure shows that there is little deterioration from a new to a used blue spring and that when the spring is displaced too far, binding occurs and loads increase dramatically which highlights the importance of setting the stop nuts properly. It should also be noted that in these tests, the same spring binds 0.060" later when it is setup 0.060" above flat.
Testing for Torque Holding Power
Figure 9 shows how tested clutch setups are able to hold engine torque. As one would expect, the orange race spring is the best at holding torque. Properly setup it can handle 87 ft-lb. Improperly set up, it is virtually the same as a properly setup blue spring, at 75 ft-lb, but is not shown for clarity. The blue spring, improperly setup, can handle about 67 ft-lb. A used green spring held a ridiculous 45 ft-lb which leads one to wonder just how much clutch slip occurs in cars equipped with one? Surely even an 850 requires more torque holding power than that, if not just for engine braking?
It's interesting to note that all the springs act very much alike after about 0.005" of displacement and are all completely disengaged at 0.045". With such a small amount of actual displacement required to disengage the clutch, it's obvious that it doesn't take much wear in the actuating system to cause problems.
One can see that the design of the diaphragm spring lends itself nicely to smooth drivability. The long low-slope curve from 0.005" to total disengagement at 0.045" means the driver has excellent control to feed in power gradually.
DISCUSSION
What the diaphragm spring does is deliver stored energy in the form of clamping pressure to the friction disk. If the diaphragm is not completely flat, some of that spring's energy is still stored within the spring. Figure 8 shows this difference as nearly 10 ft-lb of lost clamping force. To disengage the clutch, this pent-up energy must be overcome by the thrust bearing, as shown in Figure 9, as an additional 130 lb (35%) of thrust. This is because the diaphragm spring has not yet snapped over centre. The pressure drops off after the spring has gone over centre, but well after the displacement necessary to disengage the clutch friction plate.
Referring to Figure 10, a combination of Figure 8 and 9, to hold a clutch disengaged a displacement of about 0.050" means that the thrust bearing must hold all the spring pressure. If the spring is improperly setup, the thrust bearing will be holding more energy than is necessary and this is transferred directly to the thrust washers on the centre main bearing of the engine.
Therefore, it is vital that the diaphragm spring be setup such that it is in an impending over-centre position, ie, dead flat.
So what is the importance of all of this anyway? If it made no difference either way, these answers would never have been pursued, but the tests were run to try to explain two things: the failure of main bearing thrust washers on a 1275 engine equipped with a blue clutch spring and another 1275 engine with a juddery screeching clutch.
Case Study #1
Normally, the blue spring doesn't cause problems, but in this case the crankshaft was destroyed in about 200 miles. Why? The answer lies somewhere in the data reported here and in the basis for Hammill's recommendations, but the exact reason for the failure is little unclear. There was obviously metal-to-metal contact with the thrust face of the flywheel that suggests that the oil film strength was overcome. The available literature on the subject suggests that oil film strengths are in the order of several thousand PSI, but the secondary Y axis on Figure 10 puts the surface stress on the thrust washers well below this value. Other literature suggests there is a decrease in oil viscosity with increasing shear rates, a situation that occurs with high-rev gear changes. Oil coming out of the centre main bearing may be 50ºC higher than that in the sump and that oil is further abused by being sheared under moderate pressure but high rates in the thrust interface. If the thrust clearance is not correct, ie it is above 0.003", oil coming out of the main bearing will preferentially escape to the unloaded side, leaving the loaded face starving for lubrication. Add to this equation the possibility of contamination in the form of blowby waste or metal fragments (in a Mini engine??) it is highly likely that all these problems may cascade into a failure even though the literature suggests there is considerable margin in oil film strength.
I had the opportunity to do a bit of work on this engine before the failure, don't ask, and noted that the thrust clearance was over 0.010". In the post-mortem phase I noted that the clutch was way out, as it turned out, because both friction faces were resurfaced. As well, the ring gaps were in excess of 0.060", don't ask, resulting in the engine chugging like a locomotive out of the oil filler cap and causing massive contamination of the oil. Everything that could go wrong did.
Following a regrind of the crank thrust face (0.030") the clearance was set at 0.002". With the backing plate posts cut down by 0.090" and all the other problems corrected but still using all the same components as were in the engine before failure, there have been no problems since.
Case Study #2
Before I was wiser I just picked diaphragm springs out of the pile and bolted them on. I mean, one spring looks just like the next and who can see those paint spots after 30 years of service anyway? Well, the moderately modified 1275 had drivability problems with clutch judder and screeching on full-power take-offs. Replacement of the diaphragm spring with one tested to be 'blue' cured all the problems. The one removed tested to be 'green' and couldn't hold 45 ft-lb of torque.
CONCLUSIONS AND RECOMMENDATIONS
There are a few conclusions that can be drawn from this work:
1. Stay off the clutch except for gear changes. Sitting at traffic lights with the clutch disengaged for any length of time can lead to failure of the thrust washers and damage to the crankshaft. Revving the engine with the clutch disengaged is even worse.
2. Set up the clutch properly whenever any work is done on the engine and particularly if the friction faces have been resurfaced.
3. Use an appropriate spring for the application.
4. Ensure that the thrust washer clearances are at minimum size, ie 0.002". Use oversize thrust washers, available in +0.003" and +0.030", to get to minimum and have the crank thrust faces reground if necessary.
5. Use high quality engine oil (not synthetic) and change it often.
6. If the clutch engages lower and lower on the pedal stroke, renew all the clevis pins and repair wear on the master cylinder clevis and actuating arm ball end.
© February 2000 Marcel Chichak - TDC Engineering - All rights reserved, reproduction by permission of the author only







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}