

Remove the flywheel, back plate and the half round cover above the rear main bearing cap. Carefully clean up the rear block face adjacent to the main bearing (fig 1), removing all traces of the gasket and burrs, etc. The new oil seal will run on the outer horizontal edge of the flywheel mounting flange on the crank. This will need t be checked for damage and carefully polished smooth with wire wool or fine emery.
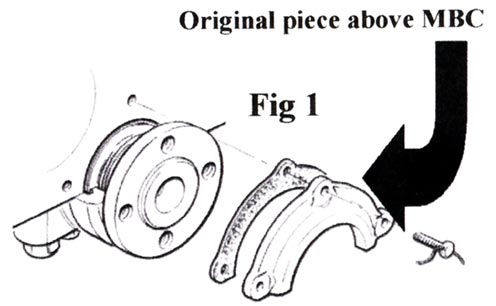 Figure 1
Figure 1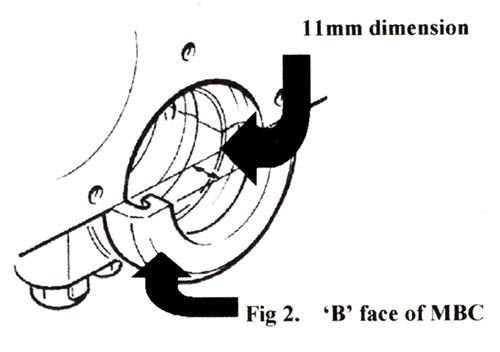 Figure 2
Figure 2Looking at the main bearing cap, you will see that the end face (fig 2 & 3) is already machined flat. However the height of this end face from the clock is critical to the sealing of this kit, and must be carefully measured. There needs to be a dimension of 11mm from the block face to the main bearing cap. This must be both flat and square to the block (fig 3) but it is unlikely you will have to do anything with this dimension on the 1300 engines as it seems fairly stable from the new, but check it anyway.
The triangular alloy part of this kit is also 11mm thick and when screwed to the block its outer face must be level with the end face 'b' of the main bearing cap throughout its length (see fig 2). This part of the fitting process is the longest and requires a good deal of accuracy, as it is essential to the complete sealing of the kit to the block. Experience has shown that the 11mm dimension is fairly consistent on the production engines, however, should adjustment be needed this measuring is essential. In the very likely evident of the height c already being more than 11mm, you can remove up to 1mm from the triangular alloy part of the compensate.
The silicon sealant in this kit will accommodate a small degree of tolerance in the dimensions, adequate for a correctly assembled unit. But it will not seal large gaps of irregularities effectively against the engine oil pressure at this point. Having completed the above, place the section of the triangular alloy part to the block, held loosely with one socket head screw in the top hole, check that the engine back plate will pass over it all In is machined to the same shape as the part removed, but some careful filing may be required either in the back plate or the triangular alloy part.
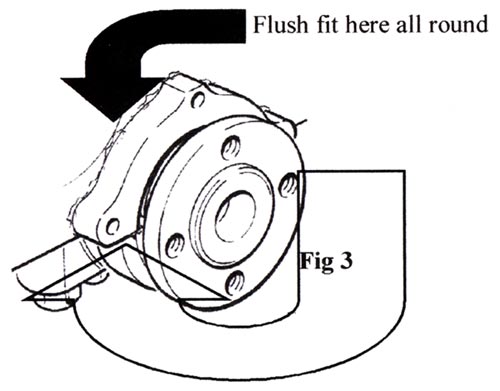 Figure 3
Figure 3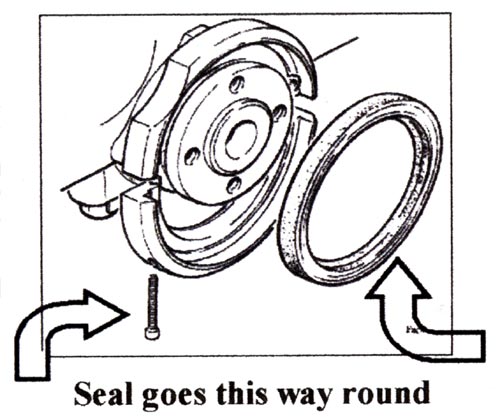 Figure 4
Figure 4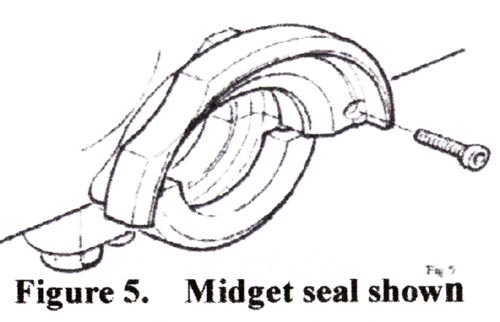 Figure 5
Figure 5Apply a coating of sealant to the mating faces of the triangular alloy part where it meets the block and the main bearing cap, but do not use a gasket (fig 4). Position on the block ensuring that it sits centrally against the main bearing cap faces and the three screw holes line up.
Refit the engine plate now.
Separate the two halves of the circular carrier by unscrewing the two 4mm socket screws in its periphery. The upper half is held to the triangular alloy part by the three countersuck screws in the kit, working them gently down between the flywheel flange and the carrier; be sure to engage the thread in the block squarely. Use sealant between TR and the upper half faces and fit to the block. Tighten the screws evenly to about 5 lbs. of pressure, ensuring that the edges of the upper half and TR are aligned at the main bearing cap (see fig. 5). Put a coating of sealant around the seating area of the upper half and of the lower half; on the back of them lower half, into and around the groove and on the ring joint faces and main bearing cap end face. Ensure enough sealant to fill the screw head indents to the side of the carrier (this only applies to the Ital unit).
Lubricate the seal lip with a little oil or grease, also packing lightly the back recessed side of the seal. The seal is fitted in the normal way, with the grease filled cavity inwards and the flat face visible from the outside. Ease it over the flywheel boss and into the alloy carrier upper half. Push on the lower half, taking care with the sealant, and screw the two halves together. Apply some more sealant around the joint between the lower half and main bearing cap, just for good measure. Allow at least 8 hours for the sealant to cure before running the engine.
NOTES
For the Marina and Ital with the original flywheel, use the two flywheel packing pieces between it and the crankshaft. There are two types of Marina flywheel, the difference being in the depth of the locating register on the back, where it fits over the crank. Measure it carefully, it will most likely be about 5mm, in which case all is well. If it measures closer to 9mm, then you will need to have it machined down to the 5mm depth (no less) in order to miss the new seal carrier. Failure to check and remedy the above will result in the flywheel locking up against the carrier and causing considerable damage to it.
For the 1275 Midget engine with the original flywheel, the same applies except there is only one packer supplied and needed.
No packers are needed when using all versions of the 1275 engine with the modified 1098 flywheel conversion. In addition, it is important to check and remedy the following or oil will be forced out past the new rear seal.
The front engine breather is perfectly clear and offering no resistance to flow. It is quite common for these units to be completely blocked with solidified sludge. It is best to cut the canister in half vertically, remove the probably sludgy remains of filter gauze and weld it back together empty. Just blowing through it or poking a screwdriver through is not sufficient.
Ensure the front breather is connected correctly, either to the brass stub on the carb or to the inlet manifold breathe valve, whichever is correct for your engine layout.
The front pipe from the canister must be free from obstruction, not split or cracked of a minimum internal diameter of 8mm. If in doubt, use an original equipment hose from Austin Rover.
The engine breathing system on the 1275 engines is different to the 1098 and requires setting up correctly or leaks will occur. Internal pressure is sucked from the engine by inlet manifold vacuum via the front canister, hence the pipe from it to the brass stub on carb. The rocker from the 1275 does not have a breather tube coming out of the top as with the 1098. It must be fitted with the type using a black plastic cap, through which the engine draws air in at a slower rate than it is expelled. The engine therefore tuns with a partial vacuum inside; this delicate balance can be easily disturbed by incorrect plumbing!
Newly rebuilt engines can experience excessive piston 'blow by', this causes a pressure build up in the sump, leading to oil being forced past even this new sealing arrangement. If this appears to happening with your engine try adding additional, temporary, breather vent via the mechanical fuel pump hole in the block; so long as it isn't already being used for a fuel pump that is!
All new engines should use running in oil for the first 500 miles or so. Using normal grade oil, even cheap stuff, will seriously slow down the bedding in the process of the piston rings to bore. This will result in high internal engine pressure and consequent oil leaks.
Failure to observe any of the above could well cause your engine to leak oil past even this new sealing arrangement due to high internal engine pressure.





