


With 1275 engines getting scarce, a lot has been written lately about modifying small bore engines. Now Graham Russell shares his ideas.
We all long for the power and torque available from a 1275cc engine, but with these becoming more expensive and harder to find, we’ll take a look at the alternative of getting some decent power from the smallbore engines.
For the price of a good 1275 crankshaft you could buy two or three small-bore motors. The cost of reconditioning a small-bore block isn’t going to be a lot less than doing a 1275cc, but the cost savings on parts like the crank alone would go a long way towards modifying a 998cc or 1098cc motor.
Over the next few issues I’ll look at how to get the best results from an 1098cc engine. The bore for the 998cc and 1098cc engines are the same, but the 1098cc, with its longer stroke, will produce a better spread of torque across the rev range. If you wanted to do a 998cc the process is much the same. The engine will not give as good a torque figure, but it will rev more freely at the top end.
In this issue we will take a look at what we can do with the block, crank, and camshaft, pistons and rods.
I’m going to assume that if you are intending to do this type of work, then you probably already know your way around the motor fairly well, and you will already have the engine stripped down.
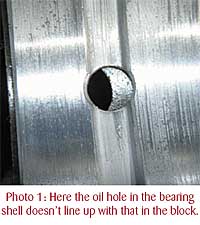 However, before removing the old main bearings, check that the oil holes in the block line up with the holes in the main bearing shells (see photo 1). If not, the block will have to be ground out to match its oil passages to the bearings.
However, before removing the old main bearings, check that the oil holes in the block line up with the holes in the main bearing shells (see photo 1). If not, the block will have to be ground out to match its oil passages to the bearings.
Starting with the block – it should be chemically cleaned to remove as much of the rust and rubbish from the water ways and oil ways as possible. But, don’t forget to remove the two oil gallery plugs first – to ensure everything that can be is cleaned out.
Now, there is a cost-effective way to get rid of all the rust out of the block (and the cylinder head too) without any special high-tech tools. Simply mix up a solution of molasses and water (one part molasses to three parts water) in a plastic tub. If the mix is too thick to get into the water ways easily, you may need to thin it out a little with more water.
I used to use this method and it worked very well, but when the aluminium bung in the tub disintegrated – molasses eats aluminium – the result was very messy! Nowadays I send my blocks and heads to Redi Strip in Blacktown (Sydney). It costs over $100 to have a block chemically stripped, but the results are fantastic.
 Just submerge the head or block in the solution for about three or four days. Take it out and hose it off. If all the rust isn’t gone, repeat the process. One thing to remember is that it will not remove paint, grease, carbon, dirt or anything else, but the rust (photo 2).
Just submerge the head or block in the solution for about three or four days. Take it out and hose it off. If all the rust isn’t gone, repeat the process. One thing to remember is that it will not remove paint, grease, carbon, dirt or anything else, but the rust (photo 2).
With our project motor I’m going to bore the block +0.040” (40 thou’) oversize. As we are not going down the forced-induction path, we will be running high compression pistons - I like to run around 10.5:1 for more power without sacrificing reliability. Now, you could go out and buy some special flat-top pistons, but part of the point of doing this motor is to save money. If you use the standard 998cc pistons, you can machine off the 0.140” crown, to get flat top pistons much more economically.
With the block cleaned and bored, and the pistons sorted, the next step is the crankshaft. Remember how those oil holes in the block didn’t line up (as is usually the case)? Well, neither do the holes in the crankshaft.
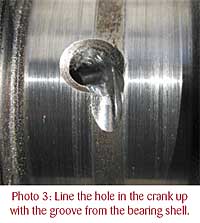 It is important for the holes to be moved over so they line up with the grooves in the bearing shells, to ensure proper lubrication under the extra power we will be feeding into the engine. The standard arrangement is fine for a standard engine, but not up to scratch for what we are doing.
It is important for the holes to be moved over so they line up with the grooves in the bearing shells, to ensure proper lubrication under the extra power we will be feeding into the engine. The standard arrangement is fine for a standard engine, but not up to scratch for what we are doing.
To align these holes I use a little dremel, or die grinder, to lead the oil from the bearing groove directly into the oil hole in the crank (photo 3).
With this modification, it is not necessary to cross-drill the crank if the bearings have a full-circle groove around them. In saying that though, I always cross-drill my cranks that are going to be used in race motors.
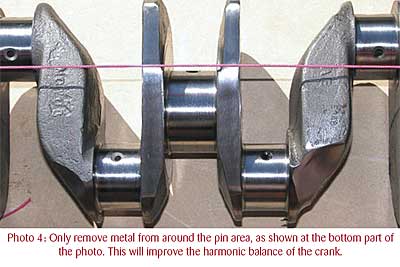
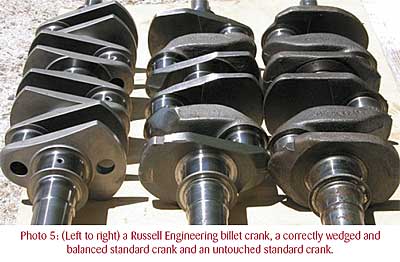
You may have heard the term wedging the crank. Well, there is a right way and a wrong way, and simply grinding off metal to form a blade is the wrong way. The metal removed from the web must only be removed back as far as the crank pin (photo 4). Do not blade the crank, as we need as much weight as we can get on the outer end of the web to counter-balance the weight of the piston, rod and crank pin (photo 5).
 When balancing the crank, only remove metal from the pin area, not off the web. We are trying to improve the harmonics of the motor, and there is a big difference between dynamic balance and harmonic balance.
When balancing the crank, only remove metal from the pin area, not off the web. We are trying to improve the harmonics of the motor, and there is a big difference between dynamic balance and harmonic balance.
A good example of this is in an article by the manufacturers of Schenke balancing machines, where they took a Mercedes crank, cut all the counterweight off and balanced it dynamically. They then put it in the engine and ran it. The noise levels were way up, but power was way down, and it nearly shook the motor to pieces, because the vibration level was so high. This was an extreme case, but illustrated the importance of balancing harmonically.
BMC were one of the worst offenders. I’ve seen Cooper S cranks that have had about 3/4 of the centre counterweight removed to get the thing balanced. And they did it with standard 998cc and 1098cc cranks as well. In a case like this, you need to weld up the counterweight and regrind it, then remove the weight from the other end.
Next are the connecting rods. These can be a real problem, due to inconsistencies in their heat-treatment. When I started Mini 1000 racing we had a few rod failures, breaking just above the big-end. I measured all the broken rods and found they all measured around 18 to 20 Rockwell C hardness, while good ones measured around 23-25 Rockwell C. I then had all my rods treated to 30 Rockwell C and no more problems!
Don’t have the caps heat-treated though, as they tend to open up with the heat and then don’t give a good fit. Also, make sure to remove the little end bushes from the rods before heat-treatment.
 After treatment, the rods can be lightened by machining the sides. You can take 0.150” off both sides (photo 6).
After treatment, the rods can be lightened by machining the sides. You can take 0.150” off both sides (photo 6).
Now to the camshaft. There are many cam grinders in Australia and overseas. They all have their favourite cam, and they all believe their cams are the best.
I’m no different, and in this motor I’m going to use my favourite cam – the RE13. This is a sports cam and a good all-round cam for performance in a road car, but not what I use in a standard road engine.
And it is not a scatter cam.
Just an aside - if you think you know who first came up with the scatter cam, you are probably wrong. It was first developed right here in Australia, by probably our greatest race engineer, Phil Irving.
In his book Automobile Engine Tuning (first printed in 1962 by Pitman) Irving refers to scattering lobes in motors with Siamese ports. I’ve been told that he was playing with this type of cam back in the late 1950s with BMC engines and Holden Grey motors.
George Wade of Wade Cams was grinding scatter cams for Peter Manton in the early ’60s. When Clive Stenlake joined George Wade in about ’65 or ’66, he was grinding the ever-popular 285-CO and 176-0 cams. Clive left Wade Cams in 2001 to start his own business, Clive Cams, and is still grinding these cams today.
 Getting back to the RE13. This cam pulls strongly from 2500-2700 RPM, and runs through to 7000-7500 RPM, making strong torque and horsepower. So, as I said, it is a good all-round cam (photo 7).
Getting back to the RE13. This cam pulls strongly from 2500-2700 RPM, and runs through to 7000-7500 RPM, making strong torque and horsepower. So, as I said, it is a good all-round cam (photo 7).
Now it is time to assemble the block.
First, do a dummy assembly and check the deck height, making sure the pistons are flush with the top of the block at Top-Dead- Centre. Check the main-bearing clearance with a Plastigauge.
It should be between 0.0015” and 0.0025” (one and a half to two and a half thousands of an inch) for a performance engine.
Ensuring all parts are nice and clean, we can now go ahead and do the final assembly. When fitting the oil gallery plugs, use a little bit of Locktite – just to be sure.
Two items that I consider very important in a Mini engine are the crankshaft end float and connecting-rod side clearance. The old thrust bearings can often be cleaned up with some wet-and-dry paper on a sheet of glass, to get 0.005” to 0.006” end float.
This will give enough clearance to get the oil flowing in and out, to avoid overheating the oil, which would damage the main-bearing. We also need enough clearance so that when the crank flexes on that accidental over-rev – and believe me, they do flex – it doesn’t grab the thrust bearing.
I have found that where the numbers are stamped on the back of the thrust bearing, they can raise up around 0.003”.
 This would give 0.006” over the total width, and this is enough to lock up the crank.
This would give 0.006” over the total width, and this is enough to lock up the crank.
So, make sure you check the width of the thrust bearings over the numbers as well as at each end. This can be rectified by rubbing on wet-and-dry paper to remove the raised edges of the numbers (photo 8).
Getting enough oil into the thrust bearings is very important too, and there is another trick here. I like to put a slight chamfer, about 1mm on a 45 degree angle, on one edge of one main-bearing shell (photo 9). Do this on the thrust side (the clutch side) of the main bearing, so it can squirt oil onto the thrust bearing.
 Give the conrod side clearance at least 0.010” for the same reason – to keep the oil flowing and prevent the crank from grabbing the rods.
Give the conrod side clearance at least 0.010” for the same reason – to keep the oil flowing and prevent the crank from grabbing the rods.
With the Plastigauge, check the conrod bearings have 0.001” to 0.002” clearance. I like to use Vanderval/AE Heavy Duty or ACL Duraglide bearings. If you are going to use aluminium-tin bearings, make sure your clearances are on the bigger end of the scale.
Use a good quality assembly lube on the bearings and crankshaft. Don’t use lock-tabs on either the mains or rod bolts (as are used on the original motors). These are made of mild steel (very soft) and with high revs they compress, and lose tension. The result is spun bearings and a BIG bang!
Always prime the oil pump with a thick assembly lube, or it won’t pick up oil when you first start the engine.
Now the piston rings. If you are lucky enough to get a set of rings you have to gap (they are often made too small) aim for a gap of about 0.010”.
When fitting circlips to the gudgeon pins on small-bore motors make sure they go in the right way around. Don’t laugh, it is a common problem and easy to get wrong. You’ll notice that the circlip has one rounded edge and one square edge – this happens when they are stamped out. Put the square edge facing out.
With the wire-type clip, make sure they are a tight fit. If you prefer, you can replace the circlip with some Teflon buttons. When fitting the pistons into the bore, I only use a light oil – WD40 or similar – on the bores as you want the rings to bed in quickly.
Never use friction-modified oil in assembly or running in, as the rings won’t bed in properly. I never use friction-modified or synthetic oils in Mini engines, because the oil doesn’t stick to the rockers, or the camshaft, when in motion, which causes wear.
When fitting the camshaft, my rule is “new cam, new cam-followers”. Be careful to use only good quality cam-followers. For timing the cam, I use the “full-lift after topdead- centre (ATDC) method. This is more accurate, and I always have the head fitted to put tension on the chain or belt.
 If you have a camshaft but don’t have any setup figures, just split the overlap at Top Dead Centre (ie: inlet and exhaust valves open the same amount at TDC). To do this, use either full vernier gear or offset cam sprocket keys.
If you have a camshaft but don’t have any setup figures, just split the overlap at Top Dead Centre (ie: inlet and exhaust valves open the same amount at TDC). To do this, use either full vernier gear or offset cam sprocket keys.
That should be it for the block (photo 10).
Next issue we will look at the head, valve timing, manifolds and carburettors.
Reprinted with permission from www.miniexperience.com.au





